





































40px
80px
80px
80px




Procédé de moulage sous vide :
1. Principes et classifications des processus
La coulée sous vide est une technique qui crée une dépression dans un environnement clos, permettant au métal en fusion de remplir le moule sous l'effet d'une différence de pression. Elle se divise principalement en deux types :
-- Coulée sous vide : la porte du moule est insérée dans le métal en fusion, puis un vide est créé, en utilisant la pression négative pour forcer le métal en fusion vers le haut et dans le moule.
--Coulage sous vide : l'injection haute pression est réalisée sous vide, adaptée à la production de pièces moulées de haute précision.
2. Flux de processus de base
--Préparation du scellement : La coque d'investissement est placée dans une chambre scellée et le canal est immergé dans le métal en fusion.
--Formation de vide : La pompe à vide est activée pour amener la chambre scellée à une pression négative de -66 500 Pa (-500 mmHg).
--Remplissage métallique : Sous pression négative, le métal en fusion monte le long du canal et remplit la cavité du moule.
--Solidification et démoulage : une fois la pièce coulée solidifiée, le vide est libéré et le métal en fusion restant retourne au four.
3. Caractéristiques techniques
-- Coulée par aspiration directe : utilise la méthode CLA, en inversant le moule après le remplissage pour obtenir une alimentation par retrait
-- Coulée par aspiration spéciale : améliore les capacités d'alimentation par retrait grâce au contrôle de la différence de pression entre les chambres d'étanchéité supérieure et inférieure
--Protection par gaz inerte : la méthode CLV convient aux alliages à haute température et empêche l'oxydation du métal
4. Avantages de l'application
--La finition de surface de coulée peut atteindre Ra 1,6-6,3 μm
--Augmente l'utilisation du métal de 30 %, améliorant ainsi le rendement du processus
--Applicable aux matériaux spéciaux tels que les alliages de titane et les alliages haute température
--Aucun liant requis, avec un taux de récupération des sables résiduaires supérieur à 95 %.
Nos produits








Qu'est-ce que le moulage sous vide ?
Le moulage sous vide, également connu sous le nom de moulage au silicone ou moulage au polyuréthane, est un processus dans lequel un modèle maître est reproduit à l'aide d'un moule en silicone rempli d'un matériau tel que de la résine de polyuréthane sous vide.
Cela permet d’éliminer les bulles d’air, garantissant ainsi la précision des pièces, l’uniformité et les formes complexes.
Il est idéal pour la production à faible volume et le prototypage rapide, produisant des pièces avec des finitions de surface et des propriétés mécaniques similaires à celles obtenues par moulage par injection.
Les industries telles que l’automobile, l’aérospatiale et les biens de consommation bénéficient des produits personnalisés de haute qualité fabriqués de cette manière.
Avec des coûts d’outillage inférieurs et des délais d’exécution plus rapides, le moulage sous vide est une option rentable pour les entreprises qui cherchent à innover sans investissement en capital important.
Matériaux de moulage sous vide
Découvrez des matériaux de moulage sous vide de haute qualité pour répondre aux besoins spécifiques et aux exigences de performance de votre projet.
| Matériel | Description | Apparence | Sous-types |
|---|---|---|---|
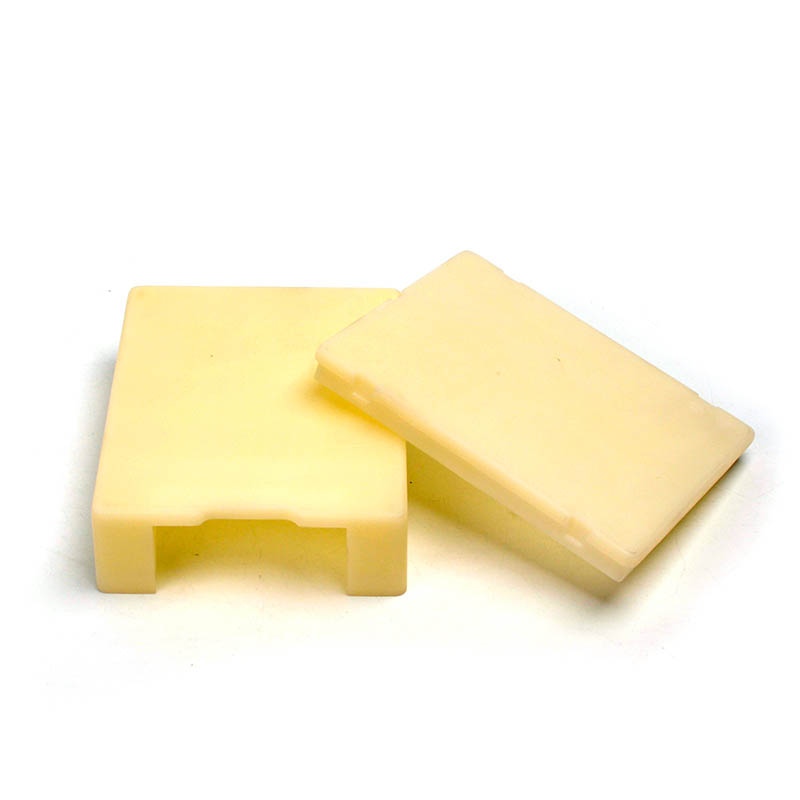
| Comme du caoutchouc souple | Le moulage sous vide est un excellent moyen de fabriquer des pièces et des prototypes en caoutchouc. Ces matériaux souples, semblables au caoutchouc, conviennent parfaitement aux pièces nécessitant souplesse et résistance, utilisées aussi bien dans les produits industriels que dans les objets du quotidien. | Incolore Transparent, Jaune Transparent | T0387,8400 |
| Comme PA | Le PX223 est un matériau similaire au nylon, utilisé dans les moules en silicone pour fabriquer des pièces solides et flexibles capables de supporter beaucoup de choses. | Noir, Fauve | PX223 |
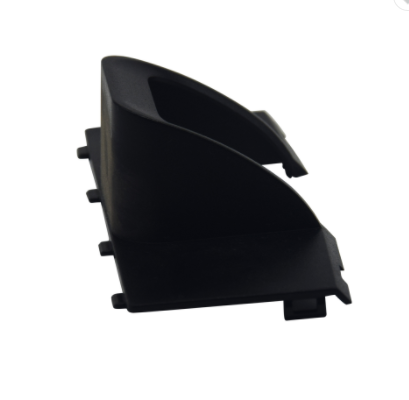
| semblable à l'ABS | Le moulage sous vide permet de fabriquer des pièces robustes, similaires à l'ABS, qui résistent aux chocs et offrent une bonne isolation. Ces pièces sont souvent utilisées pour les boîtiers électroniques, les pièces automobiles, etc. | Beige, noir, blanc laiteux | Hei-Cast 8150, PZ858, 6160, P+600 |
| semblable à PP | L'UP 5690 présente des propriétés similaires à celles des matériaux PP et PEHD. Facile à travailler, il résiste aux chocs et est flexible. Il est idéal pour la fabrication de pare-chocs, de boîtiers d'équipement, de capots et d'outils réduisant les vibrations. | Blanc, Noir | UP 5690 |
| type PMMA | Le moulage en uréthane est un bon moyen de fabriquer des pièces transparentes. Le PX-5210 n'est pas aussi transparent que le véritable PMMA, mais il offre une bonne transparence, est facile à polir, ne jaunit pas et résiste bien aux UV. Il constitue donc un choix judicieux pour de nombreuses applications nécessitant des pièces transparentes. | Transparent | PX 5210 |
| Comme un PC | Le PX520 est utilisé dans les moules en silicone pour fabriquer des prototypes et des modèles qui ont une résistance et une ténacité similaires à celles du véritable matériau PC (polycarbonate). | Blanc, clair | PX520 |
Traitement de surface des pièces moulées en polyuréthane
Nos traitements de surface pour pièces moulées en polyuréthane offrent une surface lisse et impeccable qui allie durabilité et esthétique.
| Finitions disponibles | Description |
|---|---|
| Mat/Givré | Les pièces présentent une finition lisse et satinée grâce au microbillage du motif principal pour une texture mate. Les pièces transparentes ou translucides auront un aspect givré avec cette finition. Les finitions mates sont idéales pour les zones fréquemment touchées, car elles masquent mieux les traces de doigts. |
| Semi-brillant | Les finitions semi-brillantes offrent un léger brillant, mais sans excès. Elles se situent entre le brillant (haute brillance) et le mat (mat), donnant à la surface un aspect lisse et facile à nettoyer. |
| Haute brillance | Une finition brillante et très brillante nécessite un polissage du modèle maître avant la fabrication du moule. Cette finition brillante met en valeur les pièces transparentes. La finition ultra-brillante est idéale pour les modèles nécessitant une surface lisse et propre, ou pour les lentilles. |
| Texturé | La texture est ajoutée au modèle principal à l'aide de peinture et de méthodes manuelles avant la fabrication du moule. La texture est utile pour les zones fréquemment utilisées, comme les poignées, car les bosses et les rainures améliorent la prise en main et réduisent les traces de doigts et les rayures. |
| Coutume | La personnalisation peut également fournir des services supplémentaires tels que l'ajout de finitions, de peinture, etc. |



40px
80px
80px
80px