






























40px
80px
80px
80px

Spécifications techniques détaillées pour le traitement des composants métalliques dans les équipements dentaires :
1. Propriétés et sélection des matériaux de base :
-- Alliage de titane (Ti-6Al-4V) : Excellente biocompatibilité (conforme aux normes ISO 10993-5) et propriétés mécaniques, avec une densité de seulement 40% de fer, résistance à la traction ≥ 900MPa, adapté aux composants d'implants à long terme comme les implants et les piliers.
-- Alliage cobalt-chrome : dureté atteignant HV 400-500, fabriqué à l'aide de procédés de moulage sous vide et de finition CNC pour les armatures de prothèses dentaires, avec une résistance à la déformation supérieure par rapport aux alliages nickel-chrome traditionnels.
-- Alliage de métaux précieux : Teneur en or ≥ 75 % dans l'alliage Au-Pt-Pd utilisé pour les couronnes de haute précision, offrant une excellente ductilité mais à un coût plus élevé.
2. Technologies de traitement clés :
-- Usinage CNC de précision : centres d'usinage à cinq axes atteignant une précision de ± 0,02 mm, utilisés pour le traitement du filetage des implants en alliage de titane (tolérance ± 0,01 mm).
-- Technologie d'impression 3D : procédé SLM pour la production de structures en alliage de titane poreux (porosité 60-80%), adaptées aux implants personnalisés, avec une épaisseur de couche de 20-30µm.
-- Traitement de surface : Alliage de titane traité par sablage et gravure acide (procédé SLA), avec une rugosité pour la surface d'intégration osseuse de Ra 0,8-1,6 μm.
3. Cas d'application typiques :
-- Implants numériques : fabriqués à l'aide de la technologie SLM, avec une structure poreuse interne qui améliore le taux d'intégration osseuse, taux de réussite clinique de 98,7 %.
-- Cadres en cobalt-chrome : une précision de surface de morsure de grade IT6 a été obtenue après finition CNC, prolongeant ainsi la durée de vie de 30 %.
-- Brackets orthodontiques : brackets en alliage de titane imprimés en 3D, permettant une conception personnalisée, réduisant la durée du traitement de 20 %.
4. Tendances de développement de l'industrie :
-- Fabrication additive : l’application de l’impression 3D dans la reconstruction cranio-faciale et les structures complexes comme les implants continue de croître.
-- Conception assistée par l'IA : Combinaison de l'intelligence artificielle pour optimiser les propriétés mécaniques et la biocompatibilité des composants métalliques dentaires.
-- Innovation matérielle : les nouveaux biomatériaux à base de titane améliorent les performances grâce à des processus de fabrication additive pour répondre à des scénarios cliniques à forte demande.

Atelier CNC

Atelier CNC

Atelier CNC
Atelier CNC

Atelier CNC

Atelier CNC
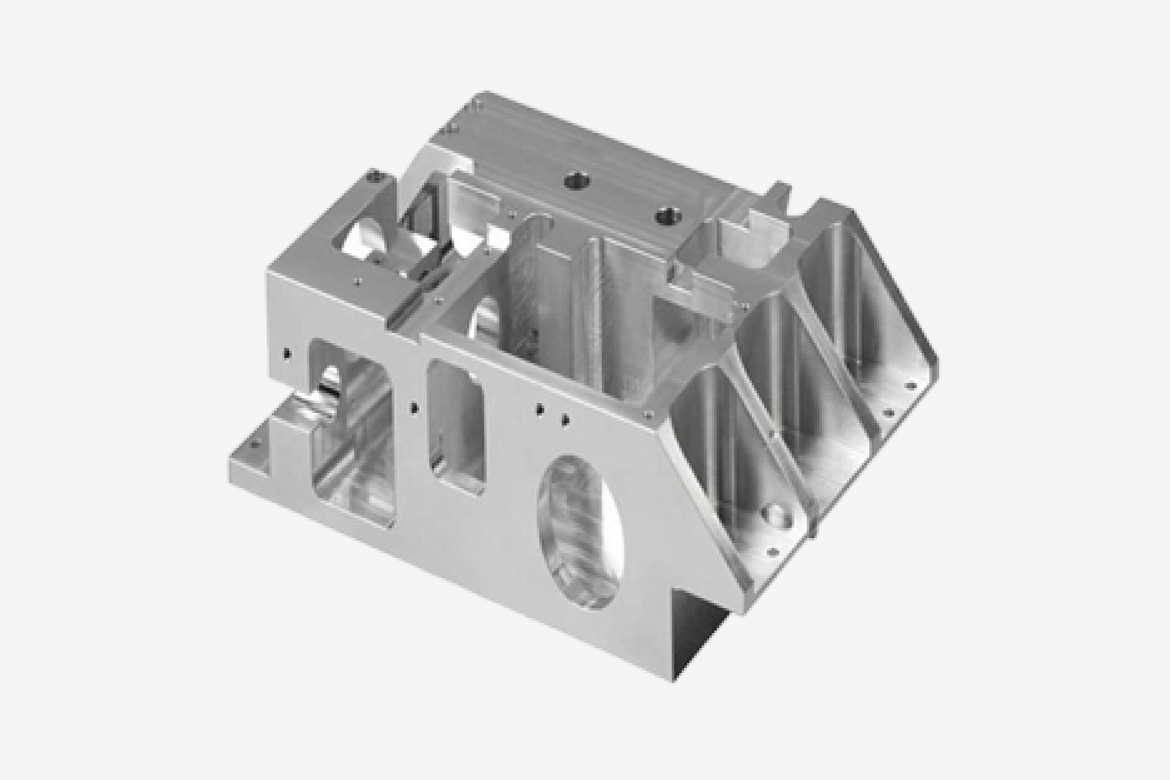
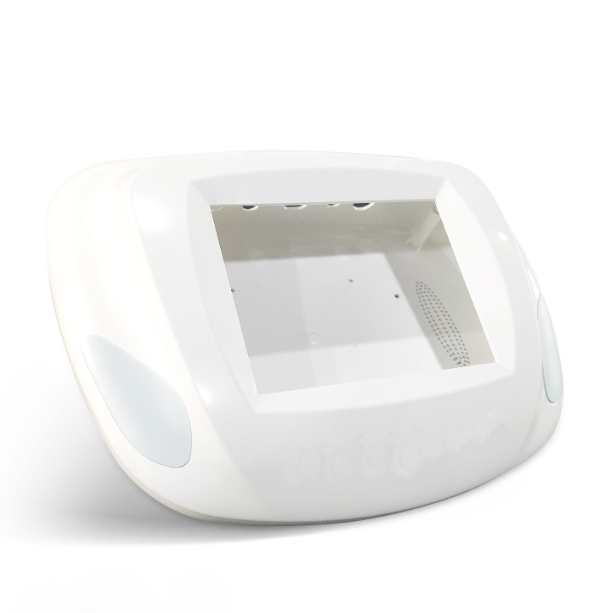
Pièces de fraisage CNC
Explorez notre galerie de pièces de fraisage CNC pour voir des composants fabriqués avec précision et qualité.





Tolérances pour le fraisage CNC
3 axes | 4 axes | 5 axes | |
Taille maximale des pièces | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Taille minimale des pièces | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
Tolérances générales | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Délai de mise en œuvre | Les pièces simples peuvent être livrées en seulement 1 jour. | La plupart des projets sont terminés dans un délai de 3 jours ouvrables. | La plupart des projets sont livrés en 3 jours ouvrables. |

Caractéristiques principales du traitement de mouture
1. Coupe multi-tranchants et efficacité
-- Les fraises ont plusieurs arêtes de coupe (par exemple, des fraises à 4 à 6 arêtes), qui peuvent participer à la coupe simultanément, en partageant la charge et en améliorant l'efficacité (30 à 50 % supérieure à celle des outils à un seul tranchant).
-- Convient aux vitesses d'avance élevées ou à l'usinage à grande vitesse de coupe, comme le fraisage de surface avec une profondeur de coupe allant jusqu'à 5 à 10 mm.
2. Vibrations intermittentes de coupe et d'impact
-- Les dents de la fraise s'engagent et se désengagent périodiquement de la pièce, ce qui provoque des fluctuations dans la force de coupe, nécessitant des machines avec une bonne rigidité (par exemple, des fraiseuses robustes) pour garantir la précision.
-- La coupe intermittente facilite le refroidissement de l'outil et prolonge sa durée de vie, mais des matériaux d'outils durables (par exemple, du carbure) doivent être utilisés.
3. Flexibilité du processus - En changeant les outils (par exemple, fraiseuses à surfacer, fraiseuses à rainures en T), il peut traiter des éléments complexes tels que des surfaces planes, des rainures, des engrenages et des surfaces courbes.
-- Prend en charge la liaison multi-axes (par exemple, le fraisage à cinq axes) pour réaliser l'usinage de profils complexes en trois dimensions (par exemple, les cavités de moule). 4. Qualité de surface contrôlable -- Le réglage des paramètres de coupe (par exemple, la vitesse d'avance) peut contrôler la rugosité de la surface (Ra 0,8-12,5 μm).
-- Les arêtes de coupe secondaires des fraises peuvent polir des surfaces avec une rugosité allant jusqu'à Ra 0,4 μm. Gamme de traitement de fraisage
1. Traitement de base - Surfaces planes/étagées : les fraises à surfacer (fraises en bout) traitent de grandes surfaces planes, les fraises à trois bords traitent des étapes.
Rainures/Clavettes : Les fraises à queue fraisent des rainures droites, tandis que les fraises à rainures usinent des rainures de clavette (précision IT8-IT9). 2. Traitement des caractéristiques complexes.
-- Engrenages/Filetages : Les fraises à bout profilées modulaires traitent les engrenages, les fraises à fileter traitent les filetages.
-- Cavités/Moules : Les fraises à boulets traitent des courbes tridimensionnelles (par exemple, les moules d'injection).
2. Traitement spécial
-- Découpe/Indexation : les lames de scie fraisent les pièces coupées, les têtes de division permettent d'obtenir des trous/dents uniformément espacés.
-- Rainures de forme spéciale : les fraises à queue d'aronde et les fraises à rainures en T traitent des structures de connexion spécifiques. Scénarios d'application typiques
-- Fabrication automobile : Fraisage de surfaces planes de blocs moteurs, usinage de carters de boîte de vitesses.
-- Aéronautique : Ossatures de fuselages, éléments structurels de trains d'atterrissage.
-- Electronique : Emplacements de montage pour cartes de circuits imprimés, réseaux d'ailettes de dissipateur thermique.
Comparaison avec d'autres
ProcédésTournage :
Adapté aux pièces rotatives (par exemple, les arbres), le fraisage est meilleur pour les profils polyédriques/complexes.
Forage:
Le fraisage peut remplacer certaines opérations de perçage (par exemple, des trous de grand diamètre) mais avec une plus grande précision.












40px
80px
80px
80px